Il sistema di inattivazione delle acque reflue contenenti patogeni è un impianto di trattamento specializzato progettato per le acque reflue contenenti microrganismi patogeni generate da aziende biotecnologiche, laboratori e istituti di ricerca scientifica.
Questo sistema impiega una tecnologia fisica di sterilizzazione ad alta temperatura, riscaldando direttamente le acque reflue con vapore fino a 150 °C, inattivando efficacemente batteri patogeni, virus e altri microrganismi presenti nel refluo. Ciò garantisce lo scarico sicuro e la conformità alle normative ambientali nazionali.
È adatto per laboratori di biosicurezza di tutti i livelli — inclusi quelli BSL-3 e BSL-4 — nonché per gli impianti di produzione di prodotti biofarmaceutici. Grazie alla sua progettazione modulare, il sistema può essere personalizzato per diverse capacità, con volumi operativi del serbatoio di inattivazione compresi tra 1.000 L e 10.000 L e una capacità giornaliera di trattamento fino a 200 m³, soddisfacendo le esigenze di trattamento delle acque reflue di qualsiasi dimensione.
Vantaggi principali del prodotto
1. Affidabilità della sterilizzazione ad alta temperatura
Il sistema utilizza un processo di sterilizzazione ad alta temperatura di 150 °C, superando in modo significativo lo standard di 121 °C specificato nella norma cinese GB 19489-2008 «Requisiti generali per la sicurezza biologica nei laboratori». Ciò garantisce una disattivazione microbica più completa ed efficiente.
L’efficacia della sterilizzazione è convalidata mediante il valore F₀, un parametro fondamentale che quantifica l’affidabilità della sterilizzazione esprimendo il tempo equivalente di sterilizzazione a 121 °C per 30 minuti, in determinate condizioni di temperatura e tempo.
A questa temperatura elevata, il sistema raggiunge un tasso di inattivazione del 99,99 %, garantendo la perdita completa della capacità infettiva dei patogeni presenti nelle acque reflue.
Meccanismi di inattivazione:
1. Batteri: le alte temperature rompono i legami idrogeno nelle proteine e negli acidi nucleici batterici, causando denaturazione o coagulazione, disattivazione degli enzimi e, infine, morte cellulare.
2. Virus: il calore provoca l’assorbimento di energia e la rottura dei legami chimici nel DNA e nell’RNA virale, distruggendo il materiale genetico e conseguendo l’inattivazione virale.
3. Vantaggi: Essendo un metodo fisico, non produce inquinamento secondario, garantisce un’inattivazione completa, consente una validazione tracciabile e rispetta i requisiti di certificazione GMP.
2. Recupero del calore di scarto per l’efficienza energetica
I tradizionali sistemi discontinui per l’inattivazione di patogeni nelle acque reflue presentano un elevato consumo energetico e un eccessivo utilizzo di acqua di raffreddamento.
Questo sistema integra in modo innovativo la tecnologia di recupero del calore di scarto: il calore proveniente dalle acque reflue calde post-inattivazione viene recuperato tramite una serpentina scambiatrice di calore e utilizzato per preriscaldare le acque reflue in ingresso. Ciò riduce il consumo di vapore del 40%, abbassando in modo significativo i costi operativi.
3. Sistema intelligente di controllo automatico
Dotato di un sistema di controllo completamente automatico basato su PLC Siemens S7-1200 e di un’interfaccia utente HMI con touchscreen TP1200, l’impianto consente un funzionamento completamente automatico e senza supervisione, riducendo notevolmente l’intervento manuale e le spese di manutenzione.
Specifiche tecniche e configurazioni
| Componente |
Parametro |
Note |
| Pressione di progettazione |
0.4 Mpa |
Serbatoio di inattivazione progettato e realizzato secondo gli standard per recipienti a pressione (conforme alla norma GB 150.1-2011) |
| Temperatura di progettazione |
150°C |
Supera di gran lunga la temperatura standard di settore di 121 °C, garantendo un’inaltivazione più completa |
| Volume del serbatoio di inattivazione |
1.000 L, 2.000 L, 3.000 L, 5.000–10.000 L |
Personalizzabile in base alle esigenze del cliente; supporta configurazioni con più serbatoi |
| Volume del serbatoio di raccolta |
1,5–2 volte il volume totale del serbatoio di inattivazione |
ad es. due serbatoi da 5.000 L → serbatoio di raccolta: 7.500–10.000 L |
| Tempo del ciclo di trattamento |
~60 minuti per serbatoio |
Include riempimento, riscaldamento (10 min), sterilizzazione (30 min), raffreddamento (20 min) e scarico |
| Capacità di trattamento giornaliera |
10–200 m³/giorno |
Dipende dalla configurazione del serbatoio e dalla frequenza di funzionamento; due serbatoi da 5.000 L possono raggiungere 200 m³/giorno |
| Strato di Isolamento |
acciaio inossidabile 316 interno + acciaio inossidabile 304 esterno + poliuretano modificato |
Spessore: 80–120 mm; riduce al minimo le perdite di calore e migliora l’efficienza energetica |
| Sensori |
Sensori di temperatura PT100, sensori di livello a ultrasuoni |
Alta accuratezza e affidabilità per un controllo di processo preciso |
| Valvole e attuatori |
acciaio inossidabile 304 |
Supporta la sanificazione in loco ad alta temperatura per garantire l’igiene |
| Trattamento dei gas di scarico |
Filtro HEPA ad alta efficienza |
efficienza di filtrazione ≥99,99% per particelle ≥0,22 μm, garantendo emissioni di scarico sicure |
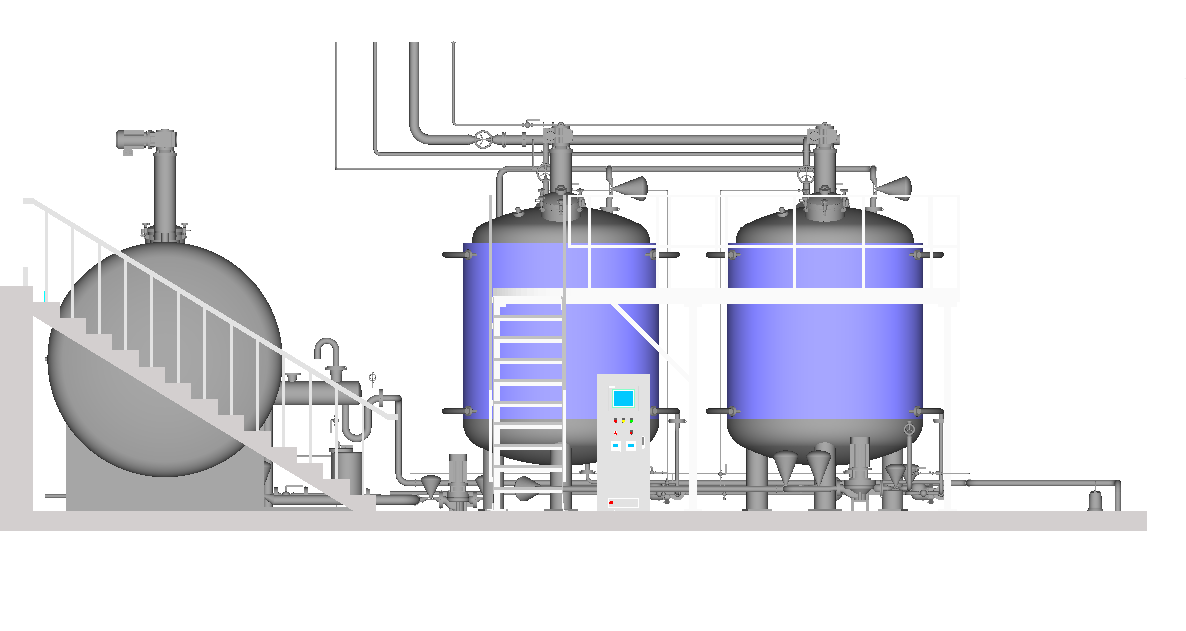
Architettura del sistema e principio di funzionamento
Il sistema opera in modalità batch (reattore batch sequenziale), tipicamente configurato con un serbatoio di raccolta e due o più serbatoi di inattivazione, funzionando in modo intermittente per garantire efficienza energetica, rispetto ambientale e funzionamento affidabile.
1. Componenti del sistema
Serbatoio di raccolta:
1. Progettato come recipiente a pressione atmosferica per la raccolta e lo stoccaggio temporaneo delle acque reflue.
2. La capacità è pari a 1,5–2 volte la capacità totale dei serbatoi di inattivazione, garantendo un flusso di lavoro continuo tra raccolta e trattamento.
3. Dotato di un sensore di livello del liquido per il monitoraggio in tempo reale.
Serbatoio di inattivazione:
1. Progettato e realizzato secondo gli standard per recipienti a pressione (GB 150.1-2011).
2. Caratterizzato da uno strato isolante (acciaio inossidabile 316 SS interno + acciaio inossidabile 304 SS esterno + 80–120 mm di poliuretano modificato) per ridurre al minimo le perdite termiche.
3. Dotato di sensori di temperatura, pressione e livello per il monitoraggio in tempo reale dei parametri di inattivazione.
4. Include un filtro HEPA (efficienza ≥99,99% per particelle di dimensioni ≥0,22 μm) per garantire lo scarico sicuro dei gas di scarico.
Sistema di controllo:
1. Controller PLC Siemens S7-1215C con interfaccia di monitoraggio remoto Modbus RTU (RS-485).
2. Touchscreen Siemens TP1200: display a colori da 10,1 pollici, riconoscimento touch a 5 punti, visualizzazione in tempo reale dei parametri di processo.

2. Flusso operativo
Raccolta delle acque reflue:
1. Le acque reflue di processo vengono convogliate, tramite tubazioni sigillate, nel serbatoio di raccolta.
2. Il serbatoio monitora continuamente il livello del liquido; quando viene raggiunto il livello preimpostato, il ciclo di trattamento si avvia automaticamente.
Inattivazione delle acque reflue:
1. Le acque reflue vengono trasferite dal serbatoio di raccolta a un serbatoio di inattivazione.
2. Il vapore, regolato da una valvola di controllo elettropneumatica, riscalda le acque reflue fino a 150 °C tramite un miscelatore vapore-acqua.
3. Il sistema registra automaticamente la temperatura di sterilizzazione, la durata e altri parametri critici per garantire la tracciabilità.
4. L’intero ciclo di inattivazione dura circa 60 minuti: riscaldamento (10 min), mantenimento della sterilizzazione (30 min) e raffreddamento (20 min).
Scarico dell’effluente trattato:
1. Le acque reflue inattivate vengono raffreddate al di sotto dei 40 °C.
2. Vengono quindi scaricate automaticamente, tramite una valvola di scarico, nel sistema di trattamento delle acque reflue a valle.
3. Il tempo e il volume di scarico vengono registrati automaticamente per garantire l’integrità completa dei dati operativi.
Autodiagnostica del sistema:
1. Prima dell’avvio, il sistema verifica automaticamente lo stato delle valvole, l’integrità della tenuta delle tubazioni e la pressione del vapore.
2. In caso di guasto del PLC principale, un sistema di controllo di riserva subentra entro 5 secondi, garantendo il funzionamento ininterrotto.
3. Un programma di funzionamento alternato con due serbatoi bilancia l'usura delle attrezzature e ne prolunga la durata utile.


