El Sistema de Inactivación de Aguas Residuales Contaminadas con Patógenos es un equipo especializado de tratamiento diseñado para aguas residuales que contienen microorganismos patógenos, generadas por empresas biofarmacéuticas, laboratorios e instituciones de investigación científica.
Este sistema emplea tecnología física de esterilización a alta temperatura, calentando directamente las aguas residuales con vapor hasta 150 °C, lo que inactiva eficazmente las bacterias patógenas, los virus y otros microorganismos presentes en el efluente. Esto garantiza su descarga segura y el cumplimiento de la normativa ambiental nacional.
Es adecuado para laboratorios de bioseguridad de todos los niveles —incluidos los niveles BSL-3 y BSL-4—, así como para instalaciones de fabricación biofarmacéutica. Gracias a su diseño modular, el sistema puede personalizarse según distintas capacidades, con volúmenes útiles del tanque de inactivación que van desde 1.000 L hasta 10.000 L, y una capacidad diaria de tratamiento de hasta 200 m³, satisfaciendo así las necesidades de procesamiento de aguas residuales de cualquier escala.
Ventajas Principales del Producto
1. Fiabilidad de la esterilización a alta temperatura
El sistema utiliza un proceso de esterilización a alta temperatura de 150 °C, superando significativamente el estándar de 121 °C especificado en la norma china GB 19489-2008 «Requisitos generales de bioseguridad para laboratorios». Esto garantiza una eliminación microbiana más exhaustiva y eficiente.
La eficacia de la esterilización se valida mediante el valor F₀, un parámetro clave que cuantifica la fiabilidad de la esterilización al expresar el tiempo equivalente de esterilización a 121 °C durante 30 minutos bajo condiciones específicas de temperatura y tiempo.
A esta temperatura elevada, el sistema alcanza una tasa de inactivación del 99,99 %, garantizando la pérdida total de infectividad de los patógenos presentes en las aguas residuales.
Mecanismos de inactivación:
1. Bacterias: La alta temperatura rompe los enlaces de hidrógeno en las proteínas y ácidos nucleicos bacterianos, provocando su desnaturalización o coagulación, la desactivación de enzimas y, finalmente, la muerte celular.
2. Virus: El calor hace que los enlaces químicos en el ADN y ARN virales absorban energía y se rompan, destruyendo el material genético y logrando así la inactivación viral.
3. Ventajas: Como método físico, no genera contaminación secundaria, garantiza la inactivación completa, permite una validación trazable y cumple con los requisitos de certificación GMP.
2. Recuperación de calor residual para mejorar la eficiencia energética
Los sistemas tradicionales por lotes para la inactivación de patógenos en aguas residuales presentan un alto consumo energético y un uso excesivo de agua de refrigeración.
Este sistema incorpora innovadoramente tecnología de recuperación de calor residual: el calor procedente de las aguas residuales calientes tras la inactivación se recupera mediante una serpentina intercambiadora de calor y se utiliza para precalentar las aguas residuales entrantes. Esto reduce el consumo de vapor en un 40 %, disminuyendo significativamente los costos operativos.
3. Sistema inteligente de control automático
Equipado con un sistema de control automático completo basado en PLC Siemens S7-1200 y una interfaz hombre-máquina (HMI) táctil TP1200, el equipo permite una operación completamente automatizada y sin supervisión, reduciendo considerablemente la intervención manual y los gastos de mantenimiento.
Especificaciones técnicas y configuraciones
| Componente |
Parámetros |
Notas |
| Presión de diseño |
0.4 Mpa |
Tanque de inactivación diseñado y fabricado según las normas para recipientes a presión (cumple con la norma GB 150.1-2011) |
| Temperatura de Diseño |
150°C |
Supera ampliamente la temperatura estándar del sector de 121 °C, logrando una inactivación más exhaustiva |
| Volumen del tanque de inactivación |
1 000 L, 2 000 L, 3 000 L, 5 000–10 000 L |
Personalizable según las necesidades del cliente; admite configuraciones con múltiples tanques |
| Volumen del tanque de recogida |
1,5–2 veces el volumen total del tanque de inactivación |
por ejemplo, dos tanques de 5 000 L → tanque de recogida: 7 500–10 000 L |
| Tiempo del ciclo de tratamiento |
≈ 60 minutos por tanque |
Incluye llenado, calentamiento (10 min), esterilización (30 min), enfriamiento (20 min) y descarga |
| Capacidad diaria de tratamiento |
10–200 m³/día |
Depende de la configuración del tanque y de la frecuencia de operación; dos tanques de 5.000 L pueden alcanzar 200 m³/día |
| Capa de Aislamiento |
acero inoxidable 316 interior + acero inoxidable 304 exterior + poliuretano modificado |
Grosor: 80–120 mm; minimiza las pérdidas de calor y mejora la eficiencia energética |
| Sensores |
Sensores de temperatura PT100, sensores ultrasónicos de nivel |
Alta precisión y fiabilidad para un control de proceso preciso |
| Válvulas y actuadores |
acero inoxidable 304 |
Admite la sanitización in situ a alta temperatura para garantizar la higiene |
| Tratamiento de gases de escape |
Filtro de alta eficiencia HEPA |
eficiencia de filtración ≥99,99 % para partículas ≥0,22 μm, garantizando una emisión segura al ambiente |
Arquitectura del sistema y principio de funcionamiento
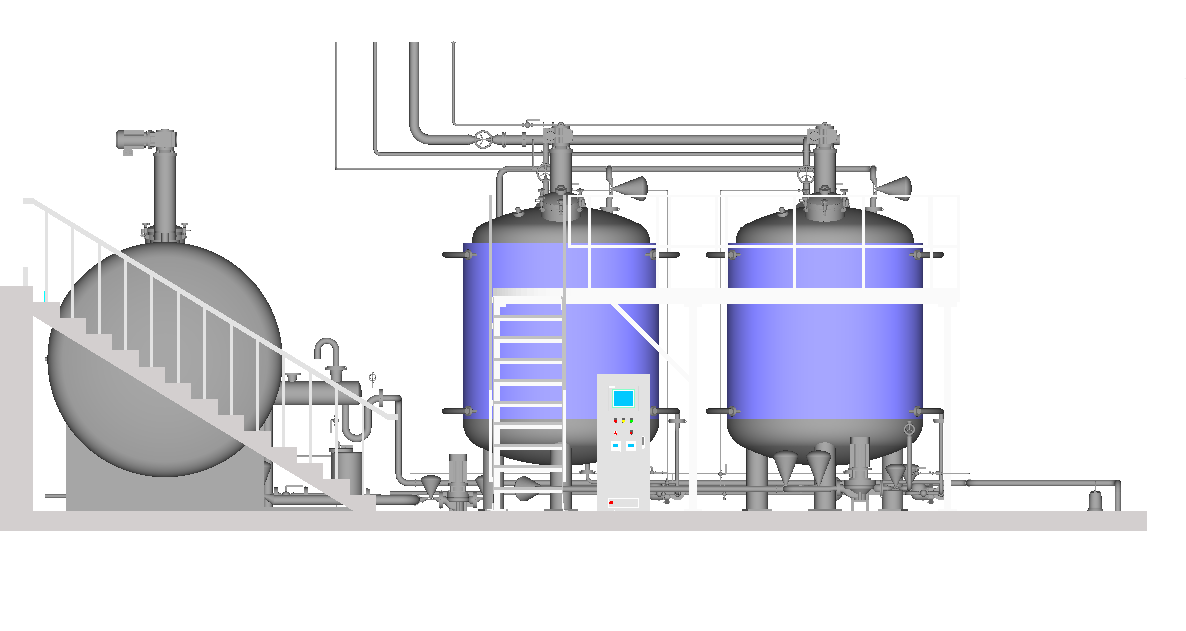
El sistema opera en modo por lotes (reactor secuencial por lotes), configurado normalmente con un tanque de recolección y dos o más tanques de inactivación, funcionando de forma intermitente para garantizar la eficiencia energética, respeto ambiental y operación fiable.
1. Componentes del sistema
Tanque de recolección:
1. Diseñado como recipiente a presión atmosférica para la recolección y almacenamiento temporal de aguas residuales.
2. Su volumen es de 1,5 a 2 veces la capacidad total de los tanques de inactivación, asegurando un flujo de trabajo continuo entre la recolección y el tratamiento.
3. Equipado con un sensor de nivel de líquido para su monitorización en tiempo real.
Tanque de inactivación:
1. Diseñado y fabricado conforme a las normas para recipientes a presión (GB 150.1-2011).
2. Cuenta con una capa de aislamiento (acero inoxidable 316 SS en el interior + acero inoxidable 304 SS en el exterior + poliuretano modificado de 80–120 mm) para minimizar las pérdidas térmicas.
3. Equipado con sensores de temperatura, presión y nivel para la monitorización en tiempo real de los parámetros de inactivación.
4. Incluye un filtro HEPA (eficiencia ≥99,99 % para partículas de ≥0,22 μm) para garantizar la descarga segura de los gases de escape.
Sistema de control:
1. Controlador PLC Siemens S7-1215C con interfaz de monitorización remota Modbus RTU (RS-485).
2. Pantalla táctil Siemens TP1200: pantalla a color de 10,1 pulgadas, tacto de 5 puntos, visualización en tiempo real de los parámetros del proceso.

2. Flujo operativo
Recogida de aguas residuales:
1. Las aguas residuales del proceso se transportan mediante tuberías estancas hasta el tanque de recogida.
2. El tanque monitorea continuamente el nivel del líquido; cuando se alcanza el nivel preestablecido, el ciclo de tratamiento comienza automáticamente.
Inactivación de aguas residuales:
1. Las aguas residuales se transfieren desde el tanque de recolección hasta un tanque de inactivación.
2. El vapor, regulado por una válvula de control electro-neumática, calienta las aguas residuales a 150 °C mediante un mezclador de vapor y agua.
3. El sistema registra automáticamente la temperatura de esterilización, la duración y otros parámetros críticos para garantizar la trazabilidad.
4. El ciclo completo de inactivación dura aproximadamente 60 minutos: calentamiento (10 min), mantenimiento de la esterilización (30 min) y enfriamiento (20 min).
Descarga del efluente tratado:
1. Las aguas residuales inactivadas se enfrían por debajo de 40 °C.
2. A continuación, se descargan automáticamente mediante una válvula de drenaje al sistema de tratamiento de aguas residuales aguas abajo.
3. El tiempo y el volumen de descarga se registran automáticamente para garantizar la integridad completa de los datos operativos.
Autodiagnóstico del sistema:
1. Antes del arranque, el sistema verifica automáticamente el estado de las válvulas, la integridad de la estanqueidad de las tuberías y la presión del vapor.
2. En caso de fallo del PLC principal, un sistema de control de respaldo asume el control en un plazo de 5 segundos, garantizando la operación ininterrumpida.
3. Un programa de funcionamiento alternado con dos depósitos equilibra el desgaste del equipo y prolonga su vida útil.


