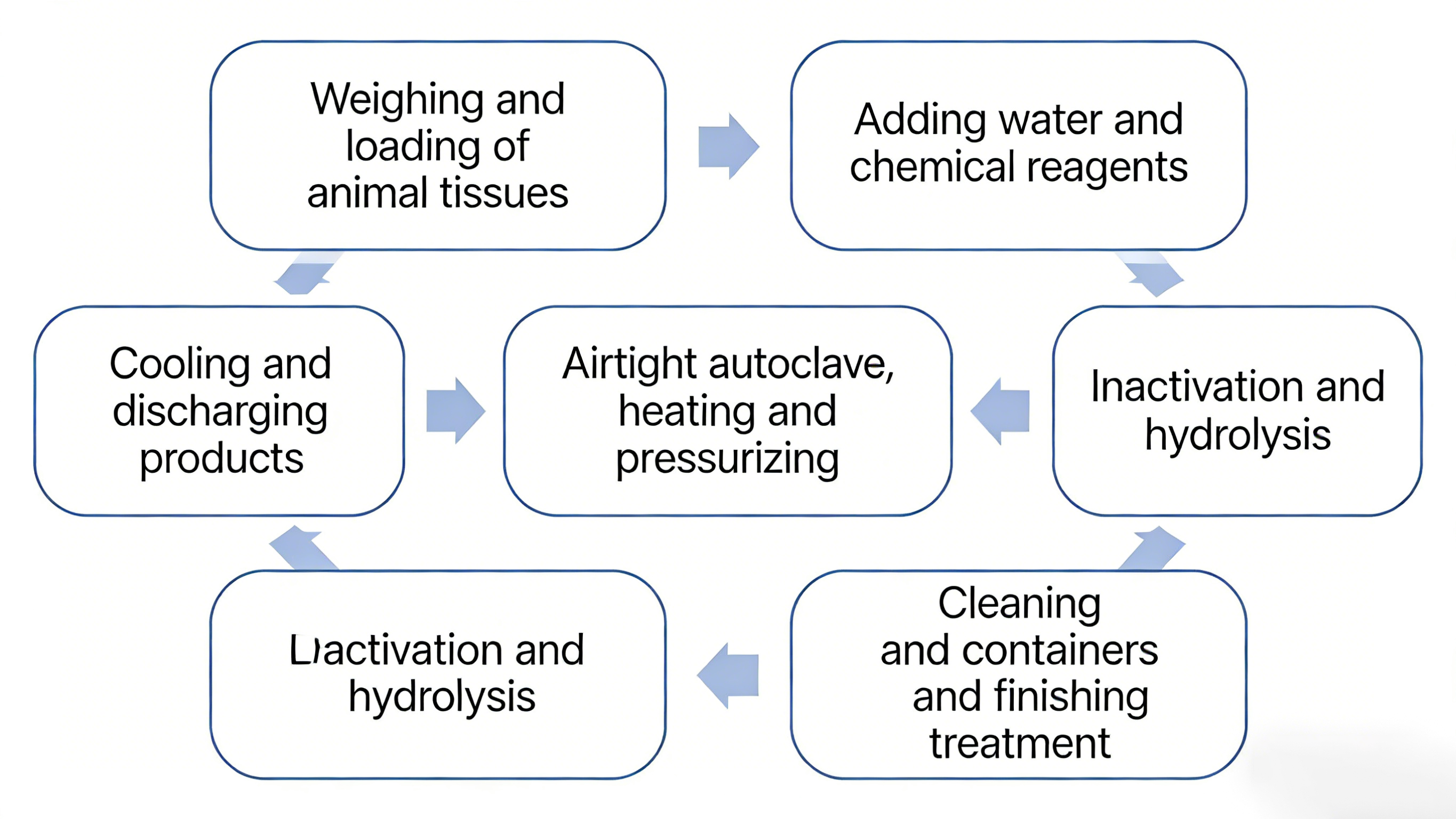
O Sistema de Hidrólise Alcalina para Carcaças Animais é um sistema de tratamento ambientalmente sustentável que utiliza uma solução alcalina em alta temperatura e alta pressão para hidrolisar cataliticamente os tecidos animais. Por meio de métodos físico-químicos, ele decompõe completamente microrganismos patogênicos, alcançando a eliminação segura, a redução de volume e a recuperação de recursos a partir de carcaças animais.
Este sistema emprega tecnologia de hidrólise alcalina de alta temperatura e alta pressão a 150 °C, com um ciclo de processamento de apenas 4–6 horas. Ele inativa eficazmente todos os microrganismos patogênicos comuns — incluindo príons — com uma taxa de inativação superior a 99,99%. O efluente resultante, os resíduos sólidos e os gases de exaustão estão totalmente em conformidade com as normas nacionais de descarga ambiental, oferecendo uma solução segura e confiável para laboratórios de biossegurança, fazendas pecuárias e serviços funerários para animais de estimação.
Principais Vantagens do Produto
1. Confiabilidade da Inativação por Alta Temperatura e Alta Pressão
O sistema utiliza tecnologia de esterilização em alta temperatura e alta pressão a 150 °C, superando amplamente as capacidades das tradicionais covas de cal ou tanques de decomposição. A eficácia da inativação foi validada mediante metodologia de valor D e testes com indicadores biológicos, garantindo a erradicação completa de patógenos, sem risco residual.
O ambiente de alta temperatura e alta pressão acelera a degradação de proteínas, gorduras e outros tecidos orgânicos pela solução alcalina, alcançando a inativação microbiana total.
Mecanismos de Inativação:
1. Bactérias: A alta temperatura e pressão desnaturam as proteínas bacterianas, rompem as membranas celulares e desativam enzimas, levando à morte celular.
2. Vírus: As condições extremas quebram ligações químicas no DNA e RNA virais, tornando o material genético inativo.
3. Príons: A hidrólise alcalina é um dos poucos métodos fisicoquímicos comprovadamente eficazes contra príons, oferecendo proteção confiável contra doenças como a encefalopatia espongiforme bovina (EEB).
4. Eficácia: A 150 °C, durante 4–6 horas, o sistema alcança uma redução de ≥6 log em patógenos, com uma taxa de inativação >99,99%, cumprindo integralmente a norma GB 16548-2006 «Procedimentos de Biossegurança para o Tratamento de Animais Doentes e Produtos Animais».
2. Sustentabilidade Ambiental e Recuperação de Recursos
Em comparação com a incineração tradicional ou com a disposição em covas com cal, a hidrólise alcalina oferece significativos benefícios ambientais:
Emissões nulas de substâncias nocivas durante o processo
A pegada de carbono equivale apenas a 1/15 daquela da incineração convencional
O efluente tratado pode ser descarregado diretamente nas redes de esgoto municipais
Os resíduos sólidos ósseos podem ser processados em fertilizante orgânico, permitindo a utilização circular de recursos
Benefícios Ambientais:
1. Pegada de carbono extremamente baixa: as emissões de CO₂ correspondem apenas a 1/10 das provenientes da incineração tradicional.
2. Baixo consumo energético: o sistema é totalmente acionado por energia elétrica — não requer combustíveis fósseis.
3. Descarga Direta de Efluente: O líquido tratado atende à norma chinesa GB 8978-1996 «Padrão Integrado de Descarga de Efluentes» (Classe A), com pH < 10, DQO ≤ 50 mg/L e DBO ≤ 10 mg/L — adequado para conexão direta às redes municipais de esgoto.
4. Recuperação de Recursos: O resíduo de ossos triturados cumpre a norma NY/T 525-2021 «Adubo Orgânico» e pode ser utilizado como matéria-prima para adubos orgânicos — transformando resíduos em valor.
5. Sem Poluição Secundária: Todo o processo é totalmente fechado; os gases de exaustão passam por um sistema automático de ajuste de pH e atendem aos padrões de emissão antes de serem liberados.

3. Controle Automatizado Inteligente
O sistema possui automação total, permitindo operação totalmente automática e não supervisionada, reduzindo significativamente a intervenção manual, os custos operacionais e aumentando tanto a eficiência quanto a segurança.
Recursos de Automação:
1. Controle Preciso de Temperatura: O algoritmo PID garante uma precisão de ±1 °C, mantendo a hidrólise estável a 150 °C.
2. Regulação Automática de Pressão: Pressão de operação estabilizada em 0,5 MPa para sustentar o ambiente de reação de alta temperatura e alta pressão exigido.
3. Controle Automático de Agitação: Agitador mecânico horizontal ajusta automaticamente a velocidade para garantir a mistura uniforme da solução.
4. Proteção de Biossegurança: Projeto totalmente vedado com filtros de ar de partículas de alta eficiência (HEPA) impede a fuga de microrganismos.
5. Registro de Dados e Rastreabilidade: Registra automaticamente parâmetros-chave (temperatura, pressão, tempo etc.) durante o processamento; os dados são armazenados por mais de 5 anos, com suporte à exportação nos formatos PDF/Excel.
6. Alarmes de Falha e Proteção por Intertravamento: Intertravamentos de segurança em três níveis detectam e respondem automaticamente a anomalias, como superaquecimento, desvio de pressão ou falha de válvula.
7. Controle de Acesso Baseado em Funções: Administradores podem modificar todos os parâmetros; operadores podem apenas visualizar o status ou acionar protocolos de emergência.
4. Projeto seguro e confiável
O equipamento possui um design totalmente fechado, garantindo que todo o processo — desde o carregamento da carcaça até a conclusão — seja realizado em ambiente selado, impedindo eficazmente a liberação de microrganismos e protegendo tanto o pessoal quanto o meio ambiente.
Características de Projeto de Segurança:
1. Conformidade com Recipientes Sob Pressão: A câmara de hidrólise é projetada e fabricada conforme a norma GB 150.1-2011 «Recipientes Sob Pressão», assegurando operação segura em condições de alta temperatura e alta pressão.
2. Construção em Aço Inoxidável de Dupla Camada: Camada interna em aço inoxidável 316 e camada externa em aço inoxidável 304, com isolamento em poliuretano modificado de 30–50 mm de espessura para minimizar perdas térmicas e melhorar a eficiência energética.
3. Sistema de Filtragem HEPA: Saída de exaustão equipada com filtro HEPA com eficiência ≥99,99 % para partículas ≥0,2 μm, garantindo a descarga segura de gases.
4. Controle Automático de Temperatura: Mantém uma temperatura constante de hidrólise de 150 °C para inativação completa de patógenos.
5. Coleta de Exaustão por Pressão Negativa: Os gases de exaustão são coletados por meio de tubulações de pressão negativa para evitar a liberação de microrganismos, atendendo aos requisitos de biossegurança de laboratórios BSL-3/4.
6. Projeto à Prova de Explosão: Certificado conforme as normas internacionais de equipamentos à prova de explosão ATEX/IECEx, adequado para uso em ambientes inflamáveis ou explosivos.