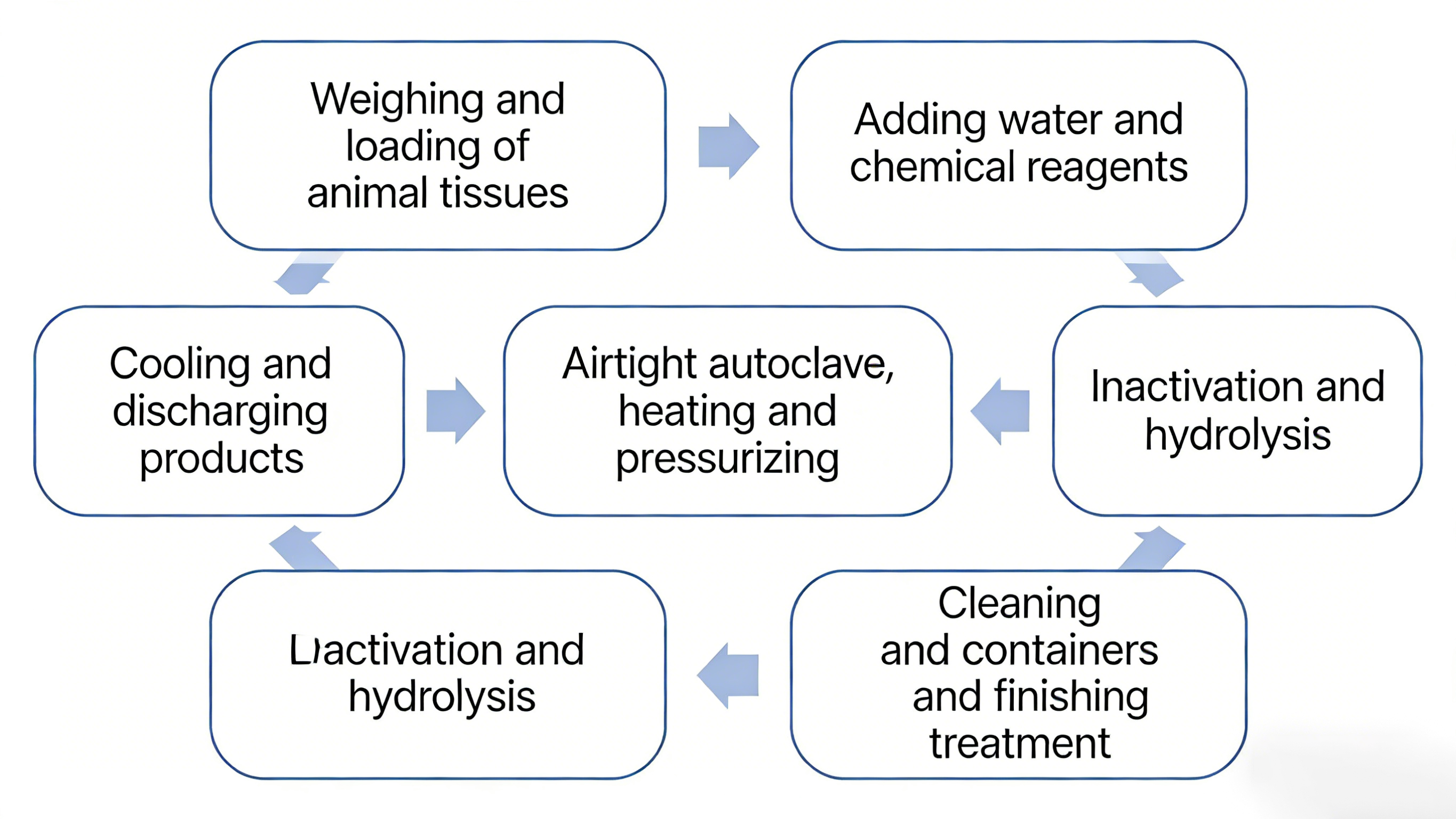
El sistema de hidrólisis alcalina para cadáveres animales es un sistema de tratamiento respetuoso con el medio ambiente que utiliza una solución alcalina a alta temperatura y alta presión para hidrolizar catalíticamente los tejidos animales. Mediante métodos fisicoquímicos, descompone completamente los microorganismos patógenos, logrando la eliminación inocua, la reducción de volumen y la recuperación de recursos a partir de cadáveres animales.
Este sistema emplea tecnología de hidrólisis alcalina a alta temperatura (150 °C) y alta presión, con un ciclo de procesamiento de tan solo 4–6 horas. Inactiva eficazmente todos los microorganismos patógenos comunes, incluidas las priónicas, con una tasa de inactivación superior al 99,99 %. El efluente resultante, los residuos sólidos y los gases de escape cumplen plenamente con las normas nacionales de vertido ambiental, ofreciendo una solución segura y fiable para laboratorios de bioseguridad, granjas ganaderas y servicios funerarios para mascotas.
Ventajas Principales del Producto
1. Fiabilidad de la inactivación a alta temperatura y alta presión
El sistema utiliza tecnología de esterilización a alta temperatura y alta presión de 150 °C, superando ampliamente las capacidades de las fosas de cal tradicionales o los tanques de descomposición. La eficacia de inactivación ha sido validada mediante la metodología del valor D y pruebas con indicadores biológicos, garantizando la erradicación total de patógenos sin riesgo residual alguno.
El entorno de alta temperatura y alta presión acelera la descomposición de proteínas, grasas y otros tejidos orgánicos por parte de la solución alcalina, logrando la inactivación microbiana completa.
Mecanismos de inactivación:
1. Bacterias: La alta temperatura y la alta presión desnaturalizan las proteínas bacterianas, rompen las membranas celulares y desactivan las enzimas, lo que conduce a la muerte celular.
2. Virus: Las condiciones extremas rompen los enlaces químicos del ADN y el ARN virales, inactivando así su material genético.
3. Priones: La hidrólisis alcalina es uno de los pocos métodos fisicoquímicos demostradamente eficaces contra los priones, ofreciendo una protección fiable frente a enfermedades como la encefalopatía espongiforme bovina (EEB).
4. Eficacia: A 150 °C durante 4–6 horas, el sistema logra una reducción de ≥6 log en patógenos, con una tasa de inactivación >99,99 %, cumpliendo plenamente con la norma GB 16548-2006 «Procedimientos de bioseguridad para el manejo de animales enfermos y productos animales».
2. Sostenibilidad ambiental y recuperación de recursos
En comparación con la incineración tradicional o la disposición en pozos de cal, la hidrólisis alcalina ofrece importantes beneficios ambientales:
Emisiones nocivas nulas durante el proceso
Huella de carbono únicamente 1/15 de la de la incineración convencional
El efluente tratado puede vertirse directamente en las redes de alcantarillado municipal
Los residuos sólidos óseos pueden procesarse para obtener fertilizante orgánico, posibilitando una utilización circular de los recursos
Beneficios ambientales:
1. Huella de carbono extremadamente baja: Las emisiones de CO₂ equivalen tan solo a 1/10 de las generadas por la incineración tradicional.
2. Bajo consumo energético: El sistema funciona íntegramente mediante energía eléctrica; no requiere combustibles fósiles.
3. Vertido directo de efluentes: El líquido tratado cumple con la norma GB 8978-1996 «Norma integral para la descarga de aguas residuales» (Clase A), con pH < 10, DQO ≤ 50 mg/L y DBO ≤ 10 mg/L, lo que permite su conexión directa a las redes municipales de aguas residuales.
4. Recuperación de recursos: El residuo de huesos triturados cumple con la norma NY/T 525-2021 «Fertilizante orgánico» y puede utilizarse como materia prima para fertilizantes orgánicos, transformando los residuos en valor.
5. Sin contaminación secundaria: Todo el proceso se lleva a cabo en un sistema completamente cerrado; los gases de escape pasan por un sistema automático de ajuste de pH y cumplen con los estándares de emisión antes de su liberación.

3. Control inteligente y automatizado
El sistema cuenta con automatización total, lo que permite su funcionamiento completamente automático y sin supervisión, reduciendo significativamente la intervención manual, los costes operativos y mejorando tanto la eficiencia como la seguridad.
Características de Automatización:
1. Control preciso de la temperatura: El algoritmo PID garantiza una precisión de ±1 °C, manteniendo una hidrólisis estable a 150 °C.
2. Regulación automática de la presión: La presión de funcionamiento se mantiene estable en 0,5 MPa para sostener el entorno de reacción de alta temperatura y alta presión requerido.
3. Control automático de agitación: El agitador mecánico horizontal ajusta automáticamente su velocidad para garantizar una mezcla uniforme de la solución.
4. Protección de bioseguridad: Diseño completamente sellado con filtros de aire de partículas de alta eficiencia (HEPA) que evitan la fuga de microorganismos.
5. Registro de datos y trazabilidad: Registra automáticamente los parámetros clave (temperatura, presión, tiempo, etc.) durante el procesamiento; los datos se almacenan durante más de 5 años y admiten exportación en formatos PDF/Excel.
6. Alarmas de fallo y protección por interbloqueo: Interbloqueos de seguridad de tres niveles detectan y responden automáticamente a anomalías como sobrecalentamiento, desviación de presión o fallo de válvulas.
7. Control de acceso basado en roles: Los administradores pueden modificar todos los parámetros; los operadores solo pueden visualizar el estado o activar protocolos de emergencia.
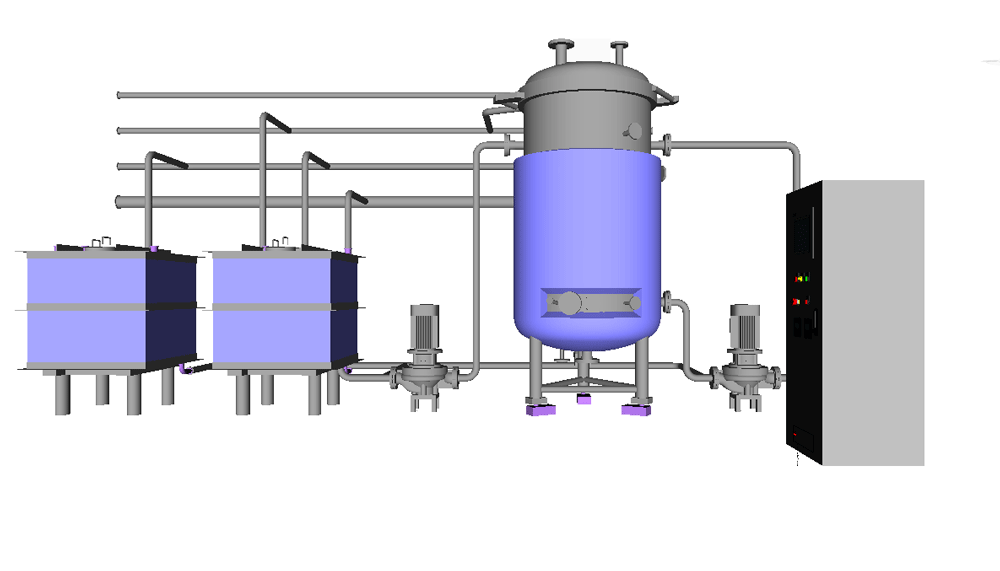
4. Diseño seguro y fiable
El equipo presenta un diseño completamente cerrado, lo que garantiza que todo el proceso —desde la carga de la canal hasta su finalización— permanezca sellado, evitando eficazmente la liberación de microorganismos y protegiendo tanto al personal como al medio ambiente.
Características de diseño para la seguridad:
1. Cumplimiento de normas para recipientes a presión: La cámara de hidrólisis está diseñada y fabricada conforme a la norma GB 150.1-2011 «Recipientes a presión», garantizando su funcionamiento seguro en condiciones de alta temperatura y alta presión.
2. Construcción de acero inoxidable de doble capa: Capa interna de acero inoxidable 316 y capa externa de acero inoxidable 304, con aislamiento de poliuretano modificado de 30–50 mm de espesor para minimizar las pérdidas de calor y mejorar la eficiencia energética.
3. Sistema de filtración HEPA: La salida de escape está equipada con un filtro HEPA de eficiencia ≥99,99 % para partículas ≥0,2 μm, asegurando una descarga segura de gases.
4. Control automático de la temperatura: Mantiene de forma constante una temperatura de hidrólisis de 150 °C para lograr la inactivación completa de los patógenos.
5. Recolección de gases de escape mediante presión negativa: Los gases de escape se recolectan mediante tuberías de presión negativa para evitar la liberación de microorganismos, cumpliendo con los requisitos de bioseguridad de laboratorios BSL-3/4.
6. Diseño a prueba de explosiones: Certificado conforme a las normas ATEX/IECEx para equipos a prueba de explosiones, adecuado para su uso en entornos inflamables o explosivos.